
Under de senaste två åren har metalltelefoner blivit en het plats i branschen, och de används mer och mer allmänt i konsumentelektroniska produkter. Den här artikeln introducerar flera metallbehandlingsteknologier och relaterade produktapplikationer i detalj.
Till exempel:
1. CNC+ Anod: iPhone 5/6, HTC M7

2. Forging + CNC: Huawei P8, HTC M8

3. One Die Casting: Samsung A7


5. Stamping + CNC: Huawei Mate 7

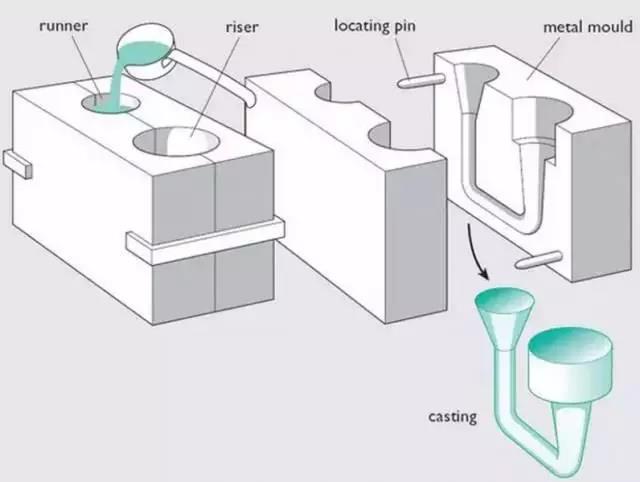
Gjutning
Metallgjutning är att injicera smält metall i en ihålig form gjord av hög temperaturbeständiga material och kondens för att erhålla en produkt av önskad form; Den erhållna produkten är en gjutning.
Gjutningsklassificering
Under verkan av högt tryck fyller vätskan eller semi-vätskemetall kaviteten i den gjutande formen (formgjutningsformen) med hög hastighet och bildas och stelnades under tryck för att erhålla en gjutning.
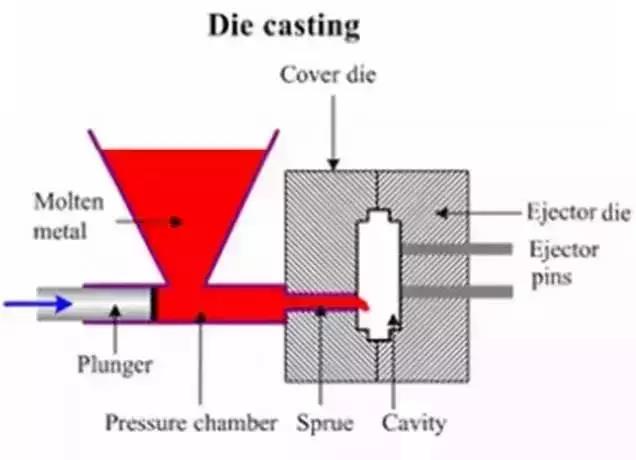
Den vanliga aluminiumgjutningsprocessen har emellertid problemet att det är svårt att utföra smidig aluminiumoxidfilmbehandling. Anledningen är att kisel läggs till råmaterialet för att förbättra flödet genom alla områden i formen. Därför, om du målar en aluminiumgjutning, kan det förlora sin premiumkänsla efter målning eftersom det ser ut som plast.

Smidning
1. Hammer eller Smith -smidning
Samma metod används för hammare smidning eller smidning av järn, som är att värma arbetsstycket till smidningstemperaturen och smide det mellan den platta hammaren och borrplattan; Små bitar kan kallas järnsmide för hand; För stora bitar måste en ånghammare (ånghammare) användas enligt följande bild. Bland dem placeras arbetsobjektet mellan borrplattan och den platta hammaren. När det gäller ånghammarens struktur beror det på smidekapaciteten. Ljustypen är en enkelramstyp och den tunga typen är en dubbelramstyp.
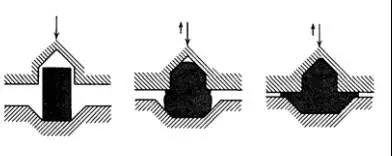
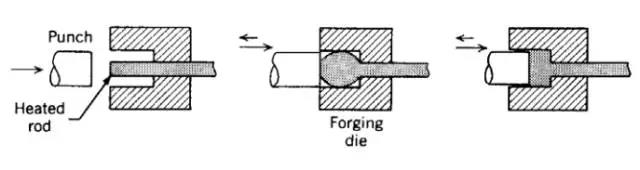
3. Tryck smide (smide) | Presssmide
Trycksmide är en smidningsmetod där metallen extruderas i munstycket med långsamt tryck. Eftersom metallen utsätts för kraft under lång tid är extruderingseffekten inte bara på ytan av smidningen, utan också på mitten av arbetsstycket. Därför kan man uppnå effekten av intern och extern enhetlighet, och kvaliteten på dess produkter är också bättre än för Hammer -smide.
Smide används i processen med mobiltelefonhöljen, vilket effektivt kan minska tiden för CNC, så att kostnaden är relativt låg; och aluminiumlegeringar med ett aluminiuminnehåll på mer än 95% kan väljas för anodisering. Tillverkningsprocess: För det första tjockare strukturella delar av mobiltelefoner genom smide; sedan CNC -kvarnen ut de onödiga delarna; NMT erhåller metall + plastintegrerade strukturella delar; anodiserad ytbehandling; och slutligen limma antennskyddet.Som Oppo R7/R7 Plus, som visas nedan

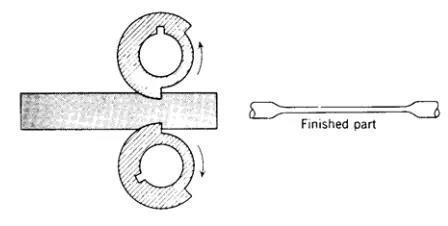
Principen för rullning visas i figuren nedan.
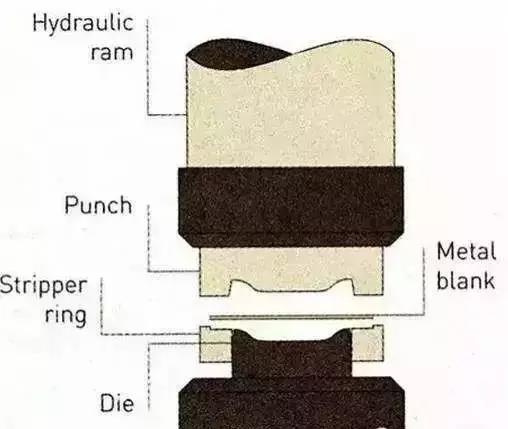
Stansning
Metallstansning är en metall kall bearbetningsmetod, även känd som kall stansning eller plåtstansning. Med hjälp av kraften i stansutrustning bildas metallplåten direkt med kraft i formen. De stansade delarna används allmänt vid bildelar och tillverkning av hushållsapparater.
hantverksprocess:
1. Fixa metallplattan på mögelbordet
Den nyligen lanserade Redmi Note 3 använder en metallback -täckning gjord av en stämpelprocess.
En av de direkta fördelarna med stämpel är kostnadsbesparingar. Det kräver inte nano-injektionsgjutning och är direkt anodiserad efter slipning. Massproduktionen ramper snabbt; Men nackdelen med denna teknik är att flygkroppens övre och nedre ändar måste vara plast skarvad. Kan inte göra komplex intern struktur, kan endast användas för bakåtlocket.
CNC | CNC -maskinverktyg
CNC är vanligtvis känt som "CNC Machine Tool", som är ett automatiserat maskinverktyg som styrs av ett program. Kontrollsystemet kan logiskt bearbeta program med kontrollkoder eller andra symboliska instruktioner, och genom datoravkodning kan maskinverktyget utföra de angivna åtgärderna, och en bit original metallplatta bearbetas under lång tid och slutligen görs till önskad form.
IPhone 5 och 6 är gjorda av aluminiumlegering i ett stycke, det vill säga kroppen och ramen är gjorda av en enda bit aluminiumlegering CNC. Men med tanke på mobiltelefonens radiofrekvenssignal kommer kroppen att delas upp i flera sektioner, i allmänhet de övre och nedre delarna. Välj formsprutning och andra partitioner i slutet.
För att få ett utseende av högre kvalitet kommer ytbehandlingar som anodisering, sandblästring, polering etc. också att genomföras, vilket resulterar i en unik färg och smidig beröring.
----------------------------------------------------------AVSLUTA---------------------------------------------------------------
Redigera av Rebecca Wang



