Vi får din CAD -modell och utvärderar och designanalyssteknik och våra CNC -maskiner kommer att malna eller bearbeta din del på en dag. Men med alla tekniker som gör det möjligt förblir den mänskliga faktorn kritisk och är ofta den skyldige bakom de återkommande problemen vi ser i CNC -bearbetade delar. Att undvika dessa 5 vanliga misstag kan hjälpa till att förbättra mönster, minska körtiden och potentiellt minska slutliga tillverkningskostnader.
1. Undvik funktioner som kräver onödig bearbetning
Ett vanligt misstag är att utforma en del som inte kräver maskinskärning. Denna onödiga bearbetning ökar deltiden, en viktig drivkraft för slutproduktionskostnaderna. Tänk på det här exemplet där designen anger den kritiska cirkulära geometri som krävs för delapplikationen (se bild nedan). Det kräver bearbetning av fyrkantiga hål/funktioner i mitten och skär sedan det omgivande materialet för att avslöja den färdiga produkten. Men denna metod lägger till en betydande mängd körtid för att bearbeta det återstående materialet. I en enklare design (se bild nedan) skär maskinen helt enkelt delen från blocket, vilket eliminerar behovet av ytterligare, bortkastat överskott av materialbehandling. Designförändringarna i detta exempel minskade maskintiden med nästan hälften. Håll designen enkel för att undvika extra körtid, meningslös bearbetning och extra kostnad.
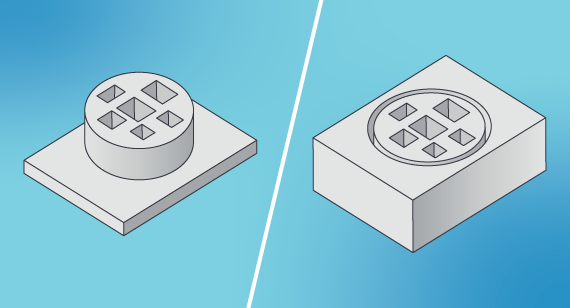
(Den högra sidan är enklare än vänster sida, och det finns inget behov av extra bearbetning av överskottsmaterial)
2. Undvik liten eller upphöjd text
Din del kan kräva ett bearbetat artikelnummer, beskrivning eller företagslogotyp. Eller så kanske du tror att viss text ser cool ut i ett visst avsnitt. Att lägga till text bidrar dock också till kostnaden. Ju mindre texten, desto högre kostnad. Detta beror på att de mycket små ändfabrikerna behövde minska textkörningen med relativt långsamma hastigheter, öka körtiden och därmed den slutliga kostnaden. Men om din del kan rymma större text kan den större texten skäras avsevärt snabbare, vilket minskar kostnaderna. När det är möjligt väljer du konkav snarare än upphöjd text, som kräver slipning av material för att skapa bokstäver eller siffror från den delen.
3. Undvik höga, tunna väggar
Väggfunktioner på delkonstruktioner är ofta knepiga. Verktygen som används i CNC-maskiner är tillverkade av hårda, styva material som volframkarbid och höghastighetsstål. Ändå avleder eller böjs verktyget något under bearbetningskrafter, liksom skärmaterialet. Detta kan leda till problem som oönskade korrugerade ytor och svårigheter att möta deltoleranser. Väggar kan också spån, böjas eller bryta.
Ju högre väggen, desto större är tjockleken för att öka materialets styvhet. Väggar 0,508 mm eller mindre är benägna att bryta under bearbetningen och kan böjas eller varpa senare. Försök att inte designa väggar som är för tjocka, eftersom skäraren vanligtvis snurrar vid 10 000 till 15 000 varv / minut. En tumregel för väggar är ett 3: 1 -bildförhållande. Tillsätt en 1 °, 2 ° eller 3 ° drag till väggen för att avta snarare än vertikalt, vilket möjliggör enklare bearbetning och lämnar mindre restmaterial.

4. Undvik små funktioner som du kanske inte behöver
Vissa delar innehåller fyrkantiga hörn eller små inre hörnspår för att minska den totala vikten eller rymma andra komponenter. Den inre 90 ° vinkeln och en liten spår är emellertid för små för våra större skärare. Att skapa dessa innebär att plocka upp hörnmaterial med mindre och mindre verktyg. Detta kan resultera i användning av sex till åtta olika knivar. Alla dessa verktygsförändringar ökar runtime. För att undvika detta, bestämma först vikten av spåren. Om de bara är där för att spara vikt, gå igenom dina mönster och undvika att betala för maskinmaterial som inte behöver klippas.
5. Ompröva den slutliga bearbetade delen
Vi ser ofta mönster för formsprutade delar som laddas upp till våra bearbetningstjänster för prototyper innan du köper en form. Men varje process har olika designkrav och resultaten kan variera. Tjocka bearbetade funktioner kan uppleva bucklor, varpage, blåshål eller andra problem vid formning. En väl utformad gjuten del med revben, spår och andra funktioner kräver en lång tid att maskinen.
Poängen här är: delkonstruktioner är ofta optimerade för sin tillverkningsprocess. Du kan börja med att konsultera med vårt team för att lära dig hur du modifierar utformningen av mögeldelen för bearbetning, eller bara prototypinjektion som formar delen under slutproduktionen.
---------------------------AVSLUTA---------------------------




